1. Plastic Part Structure Analysis
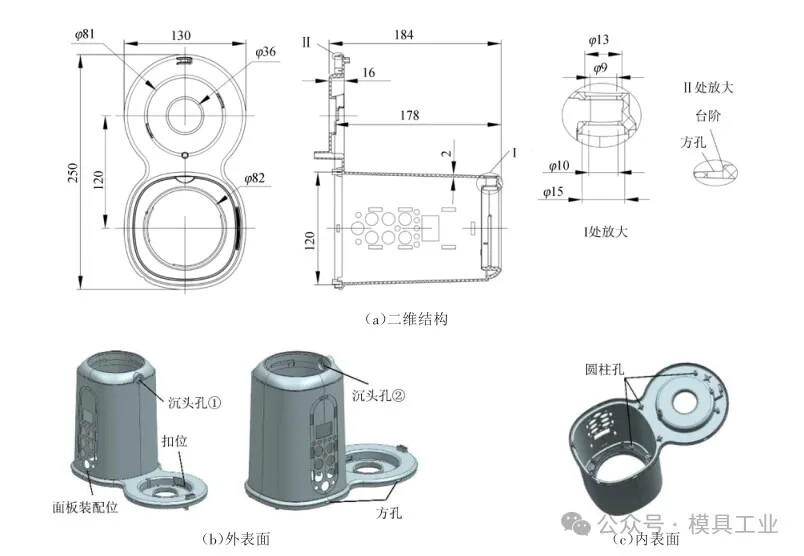
The structure of the mixer base is shown in Figure 1, with dimensions of 250 mm × 130 mm × 184 mm and a wall thickness of 2 mm. The part consists of a high and a low section, with a center distance of 120 mm between them. The high section has a height of 178 mm, and the low section has a height of 16 mm. The front side of the high section features a structure for mounting a panel, with several holes and an annular groove resembling a track. On the side facing the low section, there is a countersunk hole (①), and the high section has a central inner hole with a diameter of 82 mm. A countersunk hole (②) connects with hole ①. The low section has a through hole and an annular groove with an outer diameter of 81 mm and an inner diameter of 36 mm. Two evenly distributed locking positions are on the outer side wall of the groove. There is a stepped ring at the mouth of the plastic part for fitting with other components, with two square holes on each side of the step and several cylindrical holes on the inner surface.
2. Parting Surface Design
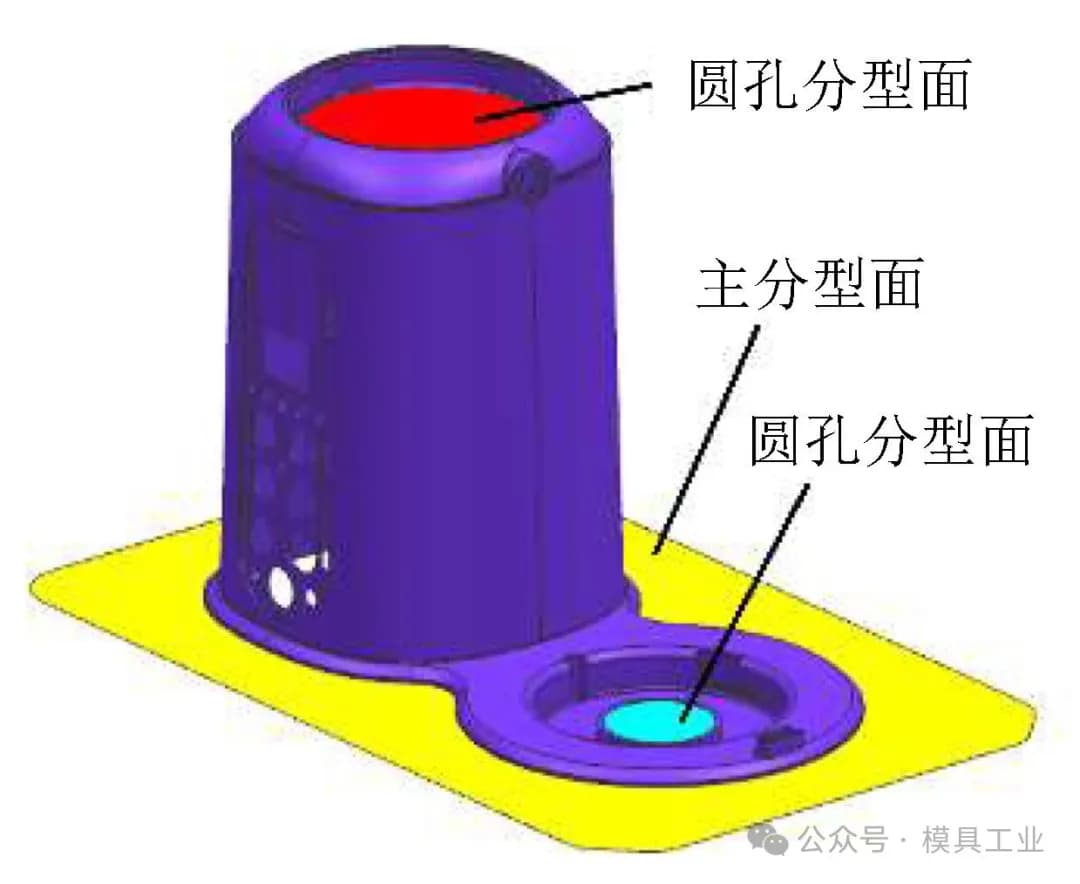
In addition to the main parting surface, parting surfaces should also be designed for the circular holes between the high and low sections of the plastic part. These parting surfaces are located at the minimum contour of the inner diameter of the circular holes. Based on the structure of the plastic part, three parting surfaces were designed for the mold, as shown in Figure 2. The two circular holes are formed by the fixed and movable molds, with the main parting surface located at the largest contour of the plastic part’s mouth. The step at the mouth is molded by the movable mold below the main parting surface.
3. Mold Structure Design
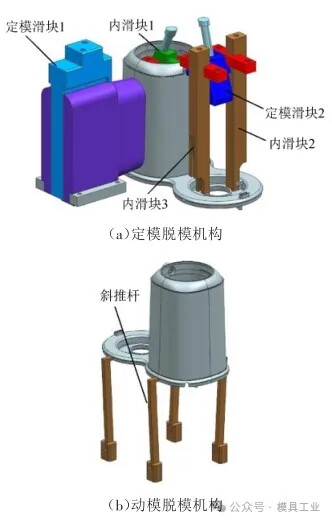
Due to the high requirements for the outer surface of the plastic part, no marks from sliders are allowed. The panel assembly location and counterbore hole ① must be ejected using the fixed mold slider structure, while counterbore hole ② and the two evenly distributed locking positions on the outer diameter side wall of the annular groove are ejected using the fixed mold internal slider structure. A total of 2 fixed mold sliders and 3 internal sliders are designed, as shown in Figure 3(a). The four square holes on the step of the plastic part’s mouth are ejected using the movable mold inclined push rod mechanism, with four inclined push rod mechanisms, as shown in Figure 3(b). The cylindrical holes on the inner surface of the plastic part are ejected by a push tube.
3.1 Fixed Mold Slider Ejection Mechanism
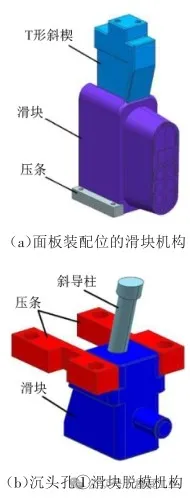
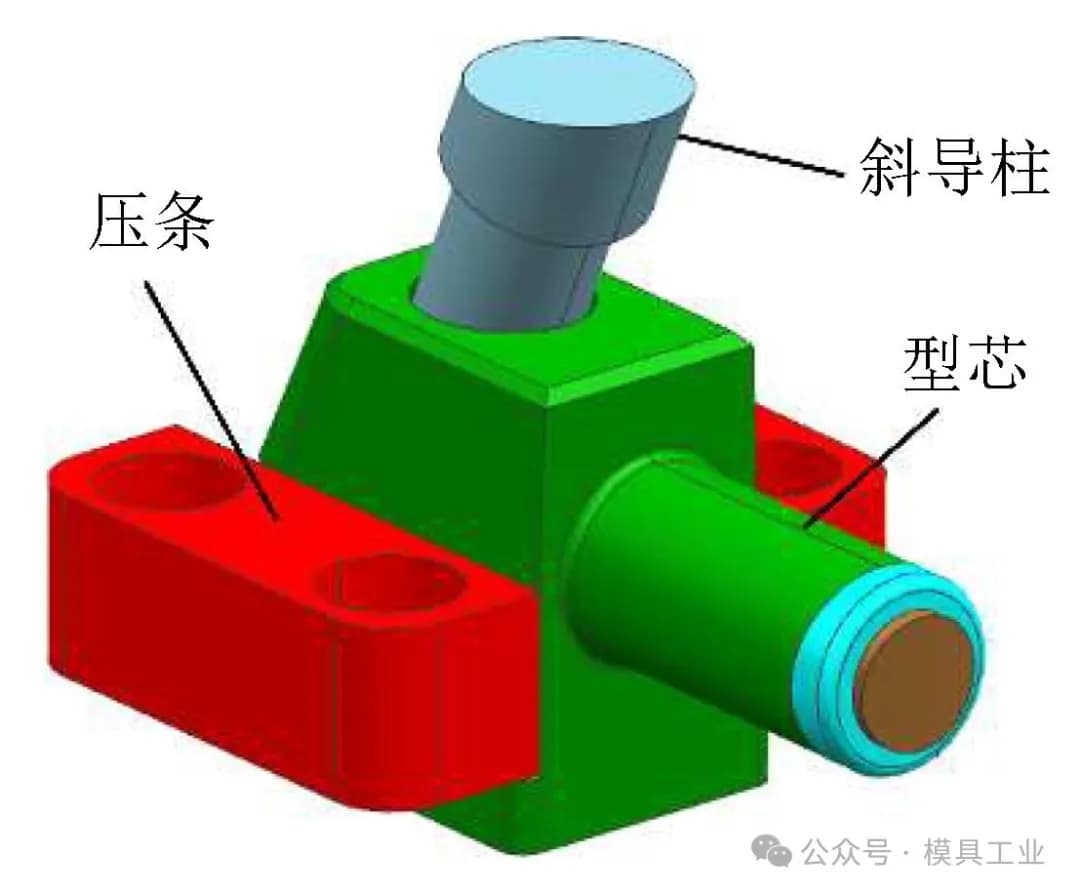
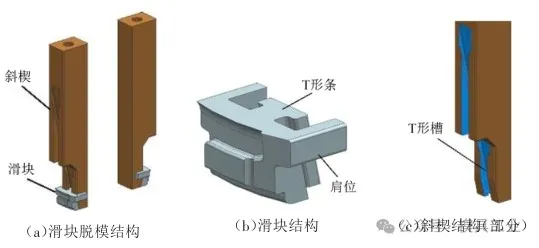
The panel assembly position and countersunk hole ① are ejected using fixed mold sliders, but the structures of the two sliders differ slightly. For the panel assembly position slider, which is close to the mold frame edge, a “T-shaped inclined wedge + slider” mechanism is used due to space limitations, with a press bar installed at the bottom of the slider to ensure smooth movement. For countersunk hole ①, a “slanted guide pillar + slider” mechanism is used, with the press bar mounted on the base of the fixed template. The sliders and slider seats are designed as integral structures to enhance strength and rigidity. Additionally, the press bar of the countersunk hole ① slider has notches to avoid interference with internal sliders 2 and 3, as shown in Figure 3 (a).
The countersunk hole ② on the inner surface of the plastic part is suitable for demolding using an inner slider mechanism driven by a guide pillar, as shown in Figure 5. The diameter of the countersink is φ15 mm, the diameter of the hole is φ10 mm, and the depth is 2 mm. The probability of the core for forming the countersunk hole breaking is relatively low. To ensure the strength and stiffness of the slider, the core for the countersunk hole is integrated with the slider base.
3.3 Locking Position Demolding Mechanism
The two locking positions on the inner sidewall of the lower part of the plastic part require a demolding mechanism. These positions are located on the fixed mold. To simplify the mold structure, an inner slider mechanism driven by an inclined wedge is used, as shown in Figure 6. A T-shaped bar is added to the slider, and a T-shaped groove is designed on the inclined wedge. The slider, shaped like an inverted “凸,” moves horizontally when the wedge lifts.
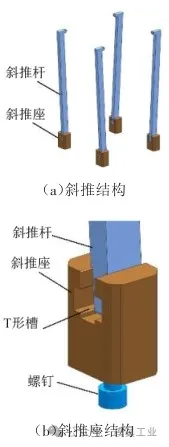
The plastic part’s mouth area has 4 locking positions below the main parting line, which are demolded using a slanted ejector mechanism (see Figure 7). Due to the small size of the locking positions, the core is integrated with the ejector. The ejector is connected to the ejector base via a T-shaped groove. During ejection, the ejector moves horizontally within the groove. The ejector base is fixed to the ejector plate with screws, which makes disassembly easy by loosening the screws from the movable mold plate.
3.5 Casting System
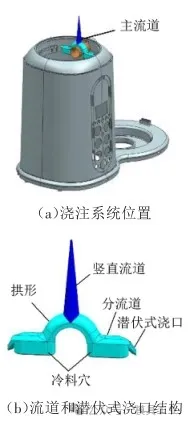
Based on the plastic part’s design and similar mold experiences, the mold adopts a two-plate structure with conventional runners and two concealed gates. The gates are placed on the inner wall of the higher part, with the gate sleeve positioned off-center near the lower part, as shown in Figure 8(a). To avoid interference with the internal slider directly beneath, the runner is arched around the core of the internal slider and then split into left and right branches, as shown in Figure 8(b). Each branch has a cold slug hole to eliminate surface defects.
3.6 Ejection System
According to the structure of the plastic part, a push rod is used for ejection. A flat-shaped push rod is placed at the higher part of the part’s mouth, and a round push rod is placed on the inner surface of the lower part. Several cylindrical holes on the inner surface of the part are ejected using a push tube structure. Two pull rods are set up in the two runner channels to remove the solidified material. The ejection system is shown in Figure 9.
3.7 Cooling System Design
The cooling system must avoid interfering with sliders, push rods, inserts, etc., while maintaining the strength of the mold components and ensuring uniform mold temperature. Hollow pipes are placed inside the core of the higher part, with threaded cooling water paths on the outside, while straight-through water paths are placed in other positions on the moving mold, as shown in Figure 10 (a). The cooling water enters through the hollow pipe and circulates back through the threaded pipes. The fixed template uses a straight-through water path, with cooling circuits placed on different sides of the cavity plate, as shown in Figure 10 (b).
3.8 Mold Overall Structure
The mold uses a two-plate structure. To facilitate the demolding of the fixed mold sliders and internal sliders, two mold-opening actions are designed. The first opening is set between the fixed mold base plate and the fixed mold, with limit screws placed between them to ensure an opening distance of 12 mm.
Mold Working Process:
After injection, the mold first separates between the fixed template (8) and base plate (9). Wedges (7, 15) and guide columns (24, 25) drive the sliders to demold. The first mold opening stops when the gap reaches 12 mm, controlled by limit screws (18). Next, the mold separates between the moving template (5) and fixed template (8), and the ejection mechanism (including push plates, rods, and ejectors) is activated. After ejection, the mechanism resets automatically, and the mold returns to its original position.