01 What is Surface Roughness?
Surface roughness refers to the microscopic irregularities or texture present on a surface, often measured during product manufacturing processes. It can be understood as the unevenness created by small spacing and tiny peaks and valleys.
It is typically defined as the micro-distance between two peaks or valleys (wavelength), which is generally smaller than 1mm. Surface roughness can also be defined as the measurement of micro-profile, commonly referred to as micro-error.
We usually evaluate roughness using a reference line. The highest point above the reference line is called the peak, while the lowest point below the reference line is called the valley. The height between the peak and the valley is represented by Z, and the spacing of the product’s micro-texture is denoted as S.
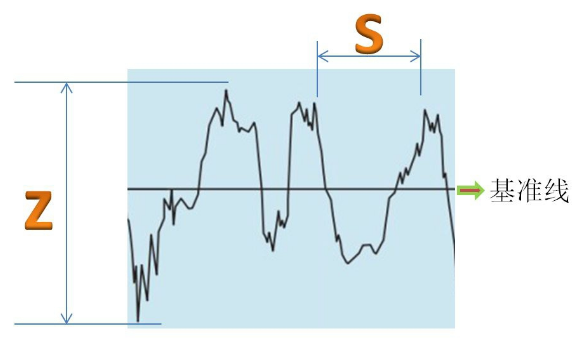
S value and related definitions:
- S < 1mm: Defined as surface roughness
- 1 ≤ S ≤ 10mm: Defined as surface waviness
- According to China’s national metrology standards, surface roughness is generally evaluated using parameters like VDI3400, Ra, and Rmax, with units in micrometers (μm).
Evaluation Parameters:
- Ra: Arithmetic average deviation of the curve (average roughness)
- Rz: Microscopic unevenness of the ten-point height
- Ry: Maximum height; often expressed as Rmax
The relationship between Ra and Rmax is detailed in the table below:
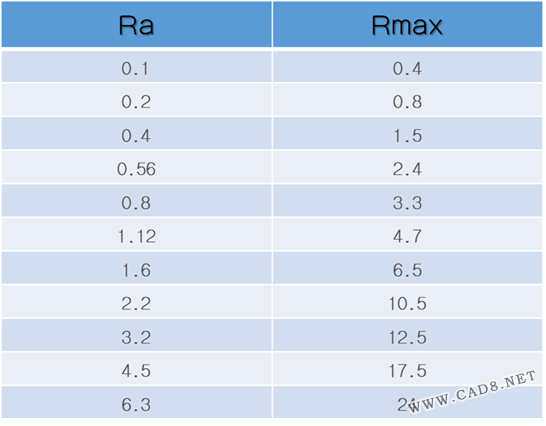
Table: Ra and Rmax Parameter Comparison (µm)
02 How is Surface Roughness Formed?
The formation of surface roughness is caused by the processing of the workpiece. The method of processing, material of the workpiece, and the process are all factors influencing the surface roughness.
For example, when using electrical discharge machining, the surface of the workpiece can form discharge pits.
The microscopic traces left on the workpiece’s surface vary depending on the machining process and material, such as spacing, depth, and shape variations.
03 How Does Surface Roughness Affect the Workpiece?
Surface roughness can impact several factors of a workpiece:
- Wear resistance
- Fit stability
- Fatigue strength
- Corrosion resistance
- Sealing properties
- Contact stiffness
- Measurement accuracy
- Coating, thermal conductivity, and contact resistance
- Reflection ability and radiation performance
- Resistance to liquid and gas flow
- Current conduction on conductor surfaces

04 Basis for Evaluating Surface Roughness
Sampling Length: The length of each parameter’s unit length, used to evaluate surface roughness by setting a standard reference line. According to ISO 1997, common sampling lengths are 0.08mm, 0.25mm, 0.8mm, 2.5mm, and 8mm.
Evaluation Length: Consists of N reference lengths. Since a single reference length cannot accurately represent the workpiece’s roughness, N sample lengths are used to assess surface roughness. Typically, N is equal to 5, according to ISO 1997.
Reference Line: The reference line is the center line of the roughness profile. It can either be the least-squares line or the arithmetic mean profile line. The least-squares line is calculated based on data points collected during measurement, while the arithmetic mean profile line ensures that the areas above and below the line are equal within the sampling length.
In theory, the least-squares line is the ideal reference line, but it is difficult to obtain in practice, so the arithmetic mean profile line is usually used. A line approximating the profile can also be used in measurements.
05 How to Measure Surface Roughness?
Surface roughness evaluation has become increasingly important in manufacturing industries. To study surface roughness, specialized machines are used, namely:

Surface Roughness Measuring Instruments:
Composite Measurement Machines (Formtracer Avant Series): These devices use highly sensitive diamond stylus to trace the surface, similar to a phonograph’s stylus. The instrument separates small wavelength roughness from longer wavelengths using electronic filtering.
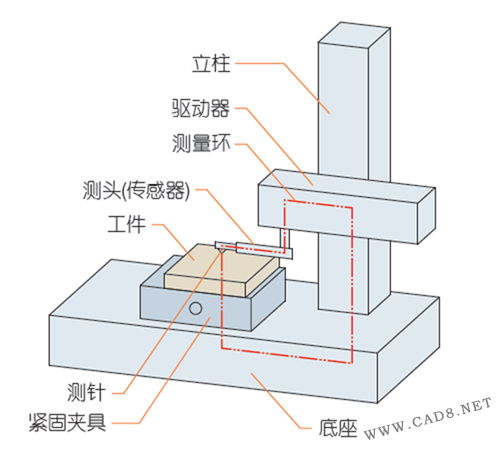
Key Features of Stylus-Type Roughness Measuring Instruments (ISO 3274:1996):
- The stylus-based measuring instrument diagram and the various stylus shapes are shown below:

Handheld Measurement Tools: Handheld roughness comparators are often made from nickel via electroforming and are ideal for metalworking. They are effective auxiliary tools. Operators compare the workpiece’s roughness with the comparator to determine the roughness value.

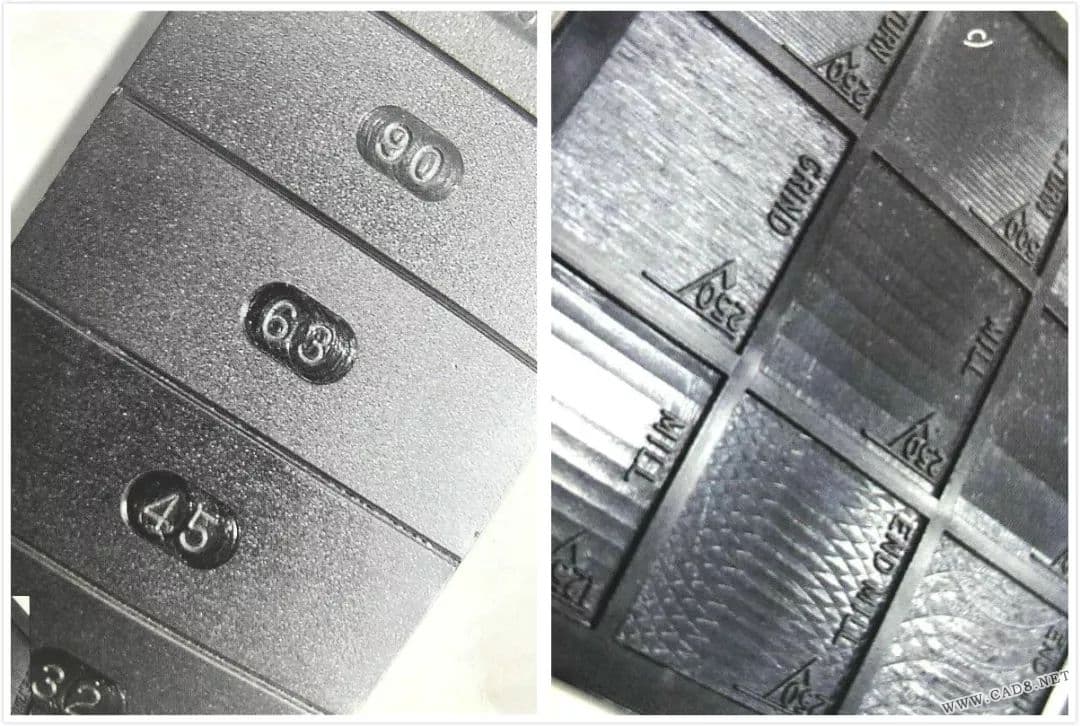
Roughness Comparator: Made of nickel and used for comparing workpieces during metal processing. It is a very useful tool for determining surface roughness by visually comparing the workpiece against the comparator.